
Category: Combustion Systems & Automation
Combustion Control Systems
High-precision combustion engineering designed for pharmaceutical processing and sterile manufacturing environments. Our burners deliver unparalleled thermal stability and ultra-low emission profiles.
Intelligent Combustion Control for Maximum Efficiency and Safety
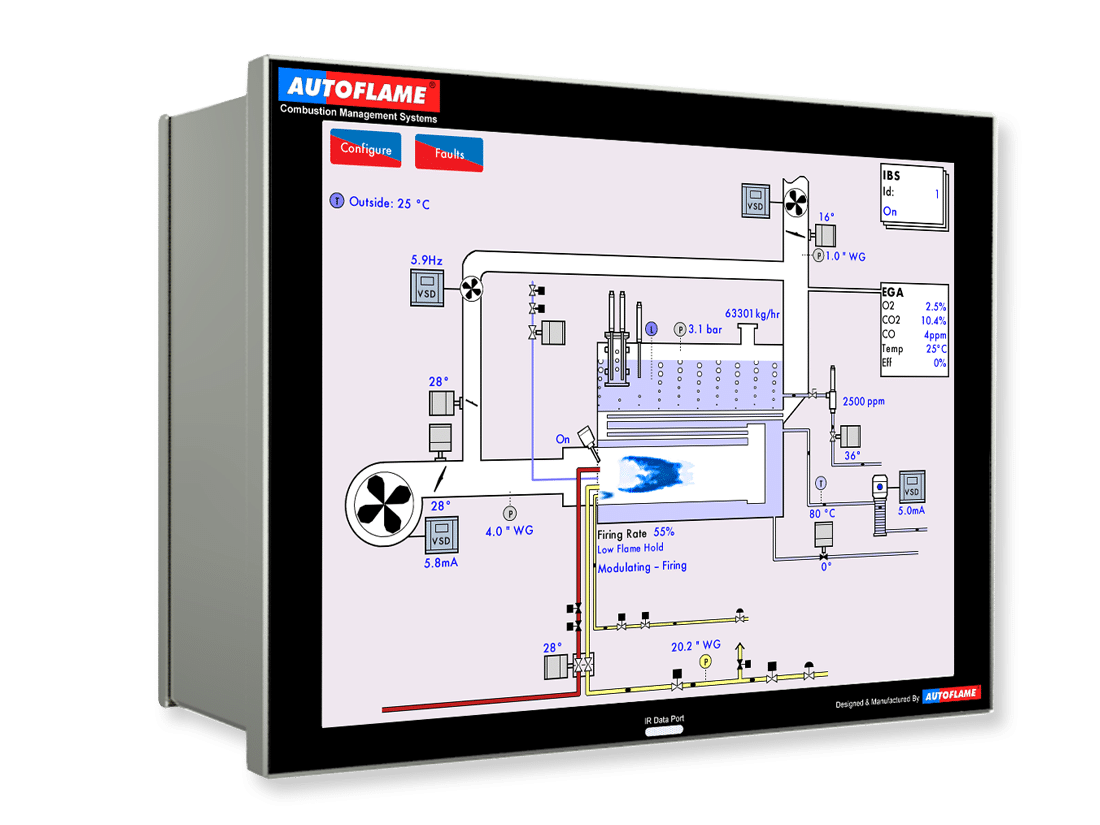
A modern industrial combustion system requires precise control of fuel and air to achieve optimum performance, fuel efficiency, and safe operation. Our MOKXA INNOVATION Combustion Control Systems are designed to continuously monitor and regulate the combustion process, ensuring stable flame conditions, reduced emissions, and improved thermal efficiency across a wide range of industrial heating applications.
Whether for boilers, thermic fluid heaters, furnaces, ovens, dryers, or process heaters, our solutions deliver reliable and efficient combustion performance while complying with industry safety standards.
.png)
Our Solutions
Fuel-Air Ratio Control: Precise control of fuel and combustion air to maintain efficient combustion throughout the operating range.
Parallel Positioning Control: Independent control of fuel and air actuators for accurate combustion adjustment and improved efficiency.
Oxygen Trim Control: Real-time flue gas oxygen monitoring to automatically optimize excess air levels and reduce fuel consumption.
VFD-Based Combustion Air Control: Variable Frequency Drive (VFD) integration for combustion fans to improve airflow control and reduce electrical energy consumption.
PLC-Based Automation: Advanced PLC and HMI-based control systems for reliable operation, monitoring, alarm management, and data logging.
Key Features
- check_circle Automatic Fuel-Air Ratio Control
- check_circle Oxygen Trim Technology
- check_circle PLC & HMI Integration
- check_circle SCADA Connectivity
- check_circle Real-Time Monitoring
- check_circle Load-Based Combustion Control
- check_circle Alarm & Fault Diagnostics
- check_circle Data Logging & Reporting
- check_circle VFD Integration
- check_circle Remote Support Capability
- check_circle Multi-Burner Control Systems
- check_circle Energy Optimization Algorithms
Benefits
- trending_up Improved Fuel Efficiency Optimized combustion reduces excess air and fuel wastage, resulting in significant energy savings.
- payments Reduced Operating Costs Lower fuel consumption directly translates into reduced operational expenses.
- shield Enhanced Safety Integrated combustion safeguards and burner management functions ensure safe system operation.
- eco Lower Emissions Efficient combustion minimizes CO, NOx, and unburned fuel emissions.
- tune Stable Process Control Maintains consistent temperature and heating performance even during load fluctuations.
- build Increased Equipment Life Proper combustion reduces thermal stress and extends burner and equipment lifespan.
Applications
Our combustion control systems are suitable for:
- label Steam Boilers
- label Hot Water Boilers
- label Thermic Fluid Heaters
- label Industrial Furnaces
- label Heat Treatment Furnaces
- label Reheating Furnaces
- label Ovens & Dryers
- label Kilns
- label Incinerators
- label Process Heaters
Energy Saving Opportunities
A properly designed combustion control system can typically achieve:
- bolt 3% – 10% Fuel Savings through optimized fuel-air ratio
- bolt Additional savings with Oxygen Trim Control
- bolt Reduced electrical consumption through VFD implementation
- bolt Improved thermal efficiency and process productivity
Optimize Combustion. Reduce Fuel Costs. Improve Safety.
Custom Engineering Required?
Our engineering team specializes in bespoke fabrication tailored to your facility's unique operational requirements.